
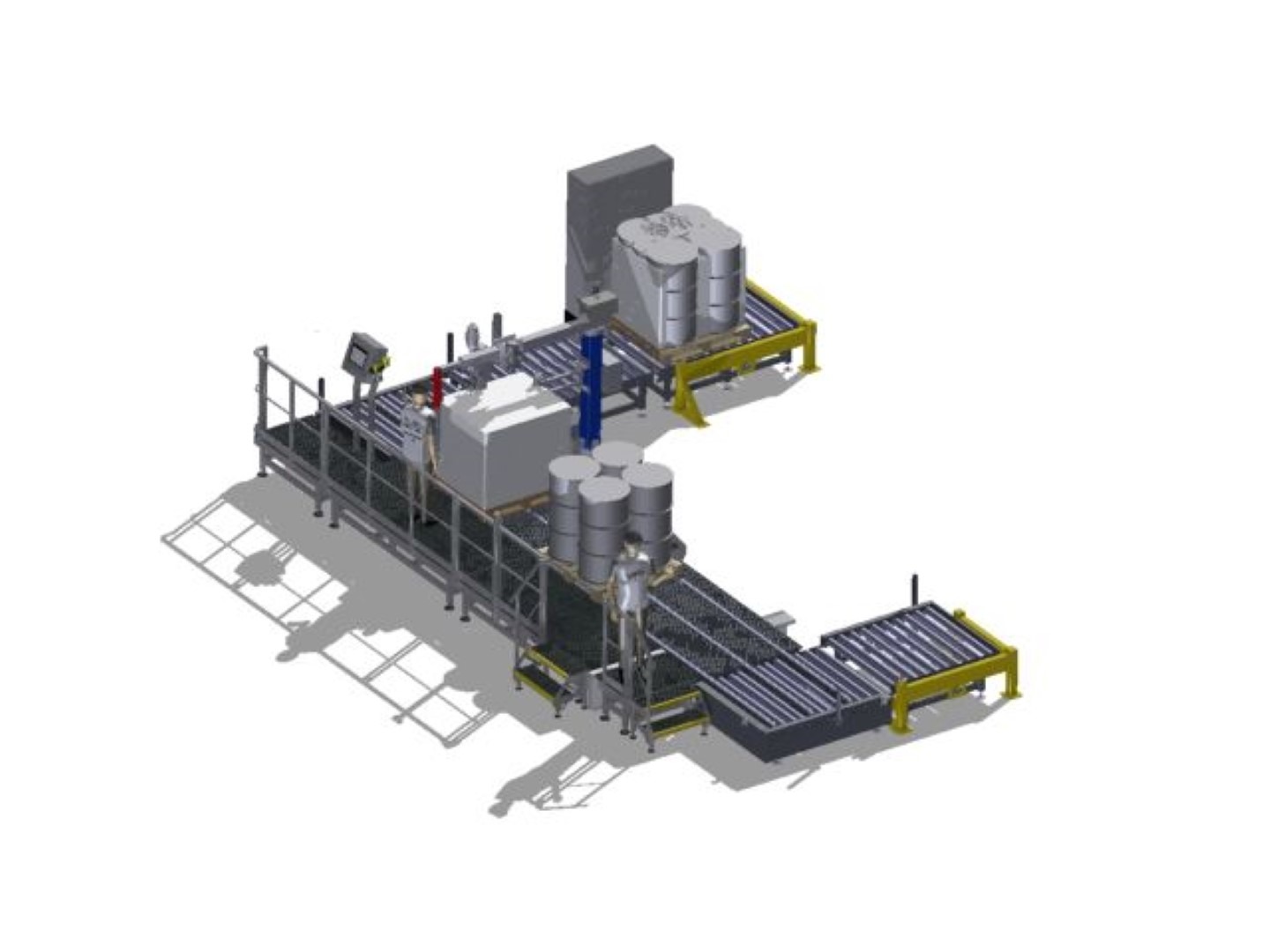


Filling lines for filling IBCs and drums at SABA
SABA Dinxperlo BV called on Robbe Industries to build all the filling lines in their new production hall!

Filling plant Umicore Bruges
Filling machine in an ATEX zoning for different types of resin and hydrocarbon.

Atlas filling device for doypacks with glue roll
Filling doypacks, small packages, with very viscous product.